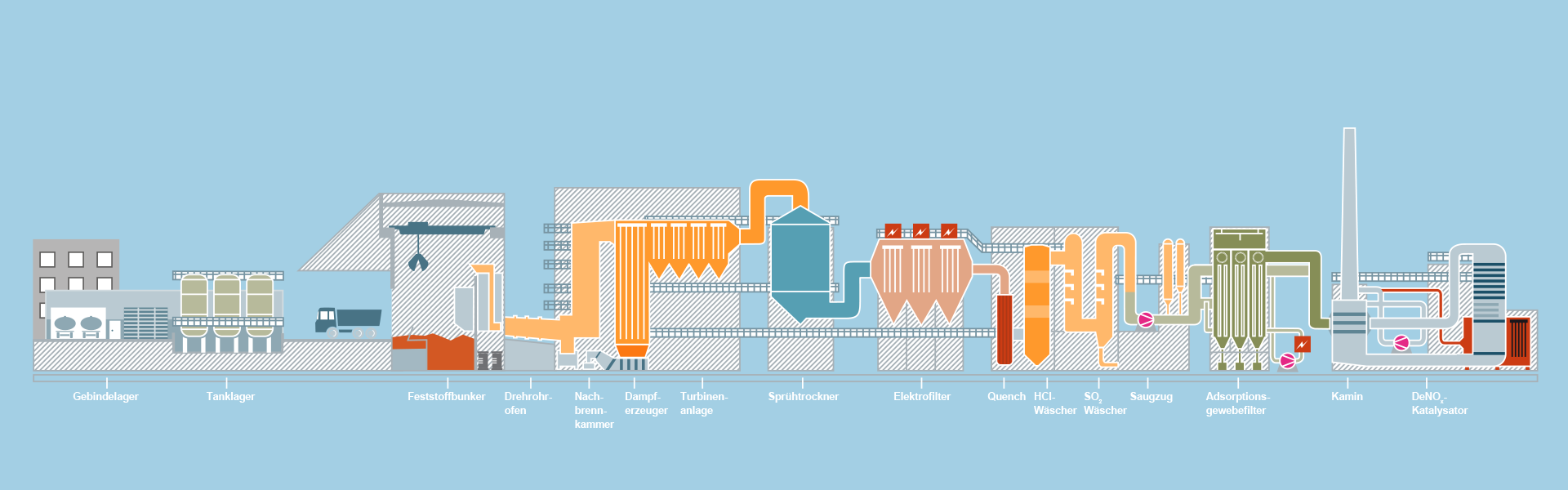
Plant laboratory
Before the vehicles are unloaded, the waste is inspected and samples taken and analysed in
the company’s laboratory in accordance with waste legislation.
Drum storage area
The high-bay warehouse is designed to hold 288 pallets of waste stored in small containers
and drums.
Tank farm
Liquid waste is pumped into the tank farm which has a total capacity of 720m³.
Bunker for solid waste
Solid waste delivered in containers and skips is tipped straight into the 700m³ bunker where
it is premixed before being incinerated.
Shredder and feeder
Closed drums are cut up in the shredder before being transferred straight to the rotary kiln
via the feeder.
Drum elevator
Chemicals, pesticides, herbicides and other types of harmful waste are fed straight into the
rotary kiln via the drum elevator.
Rotary kiln
The waste undergoes thermal treatment in the rotary kiln – the heart of the plant – to make
it non-toxic. The rotary kiln is fed specific mixtures of solid, liquid and pasty waste to
ensure the combustion properties vary only very slightly. During the thermal treatment, the
waste is slowly rotated towards the end of the kiln.
Wet slag extractor
The resulting slag drops into a water pool where it is cooled down and any metal contents
removed using a magnet. The recovered scrap is then sent for materials recycling.
Secondary combustion chamber
The secondary combustion chamber ensures all gases are fully burnt out, i.e. any remaining
organic substances are completely destroyed. In accordance with the 17th Ordinance of the
Federal Emissions Control Act, the dwell time of the gases must be at least two seconds and the
temperature a minimum 1,100°C.
Steam generator
The steam boiler generates steam (320°C / 40 bar) which is then fed into the turbine
unit.
Turbine
The steam is transferred from the boiler to the turbine where it is transformed into
electricity. Maximum output is 4.5 MW. Approx. 2 MW of this is used by the plant
itself and the rest is fed into the national grid.
Spray dryer
Following the generation of the steam in the boiler, the flue gas is cooled down in the
spray dryer by evaporating the neutralised wastewater from the quench and HCI scrubber.
Electrostatic precipitator
The dusty flue gases, which have been cooled down to 210°C, slowly flow through the
electrostatic precipitator. The fine dust is collected as a result of the ionisation process of
the dust particles.
Quench cooler
The quench cools the flue gases down to saturation temperature to protect the subsequent wet
scrubbing systems. The cooling process is carried out very quickly to prevent dioxins and furans
from forming. The quench is also used to extract mercury.
HCI scrubber
The HCI scrubber uses a two-phase process to remove hydrogen halides and any remaining dust
and heavy metals. The resulting wastewater is neutralised and then evaporated in the spray
dryer.
SO2 scrubber
The alkaline scrubber (lime milk) also operates in two stages and eliminates SOX
(sulphur oxides).
Gypsum dewatering system
A gypsum suspension is formed as a result of the oxidation process with atmospheric oxygen.
The water is removed from this mixture to create dry gypsum, which is sent on for recycling.
Suction fans
The fans transport the flue gas to the chimney generating a negative pressure – along the
entire system from the rotary kiln to the chimney – to ensure that the flue gas is unable to
leak out.
Adsorption fabric filter
The gases are heated up again so that they can be cleaned with activated carbon in the
adsorption fabric filter. After this, a mixture of fine lime and activated carbon is injected
into the system to re-move any organic trace elements and residual heavy metals from the flue
gas.
Gas-gas heat exchanger
The gas-gas heat exchanger heats up the flue gas for the catalytic converter and then cools
it down again before it enters the chimney.
DeNOX catalytic converter
The DeNOX catalytic converter transforms the nitrogen oxides into nitrogen and
water through the addition of an ammonia solution.
Chimney
The chimney releases the hot flue gas (approx. 140°C) into the atmosphere at a height of
60m. The gases are monitored and measured continuously.